|
» Details
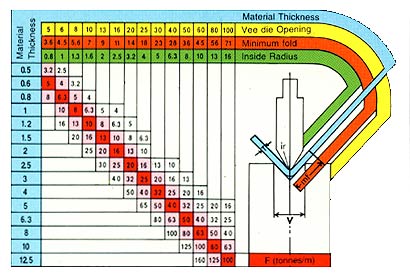
The Banding Chart above indicates the force required (tones) to bend
material of a given thickness (mm) using a standard Vee die, and
also indicates the inside radius of the component produced. Values
are based on mild steel having a U.T.S. of 44 kg/mm2.
To obtain the required force to bend materials of other tensile
strengths all that necessary is to calculate the ratio between the
chart-based 44 kg/mm2.
To obtain the required force to bend materials of other tensile
strengths all that necessary is to calculate the ratio between the
chart-based 44 kg/mm2 and the required U.T.S.
For example, stainless steel 55 kg/mm2 will require 25% more force
than 44 kg/mm2 material, whilst aluminum of 25 kg/mm2
U.T.S. will only require 57% of the force required for mid steel.
Tonnage necessary for bending over a 1 meter length is indicated in
the red squares, and matches material thickness to the tool Vee die
opening required. If the machine tonnage capacity is insufficient
for the length to be formed, tools with other Vee opening can be
selected as indicated in the adjacent squares.
|
 |
The force required (F) in tones per meter length. |
|
 |
The dimension of the smallest fold obtainable (mf) in mm. |
|
 |
The width (V) of the Vee die to be used in mm. |
|
 |
The material thickness to be formed (T) in mm. |
|
 |
The in side radius formed in chosen Vee die (ir) in mm. |
Note:
Bending capacity is based on "V" Die opening equal to eight times
the thickness of the sheet.
|